
Feature:
1. The glass-ceramic bur carving knife is made of stainless steel and is precisely made.
2. It is suitable for the processing of glass and ceramic magnetic blocks.
Instructions for use:
1. In order to prevent the tool from being twisted due to excessive pressure, all the tools are designed to rotate clockwise.
2. When all the knives are finished, they pass the balance test to ensure that there is no doubt of radial runout. In order to ensure that the knives have no swing and runout during use, please pay attention to selecting appropriate mechanical equipment and excellent jackets.
3. The appropriate size of the jacket must be selected. If it is found that the jacket is not round enough or worn, it will cause the jacket to not clamp the tool properly and correctly. Please replace the intact jacket with standard specifications immediately to avoid the tool. Under high-speed rotation, the handle is vibrated, and the dangerous situation of flying off or twisting occurs.
4. The tool handle should be installed in accordance with EU regulations. For example, the clamping depth of the shank diameter of 12.7mm must reach 24mm to maintain the pressure bearing range of the tool handle.
5. Rotation speed setting: The tool with larger outer diameter should be set according to the following tachometer, and advance slowly to maintain a constant advancing speed, and do not stop the advancing action during the cutting process.
6. When the tool is blunt, please replace it with a new one, and do not continue to use it to avoid tool breakage and work-related accidents.
7. When using a tool, please select a tool with a blade length greater than that of the workpiece. For example, if you want to mill a groove with a depth of 12.7m, please choose a tool with a blade length of 25.4mm, and avoid using a tool with a blade length equal to or less than 12.7mm.
8. When operating and processing, please wear safety glasses and push the handle safely; when using desktop mechanical equipment, it is also necessary to use an anti-rebound device to avoid accidental rebound of the workpiece during high-speed cutting.
Related Product

Step Bur Milling Bur Grinder for Glass Cerami
Product Information Origin Tianjing, China Shank Diameter 1.8 (mm) Brand MSK Scope Of Application CEREC3 Grinding Equipment Material Stainless Steel/Carbide Main Sales Areas […]
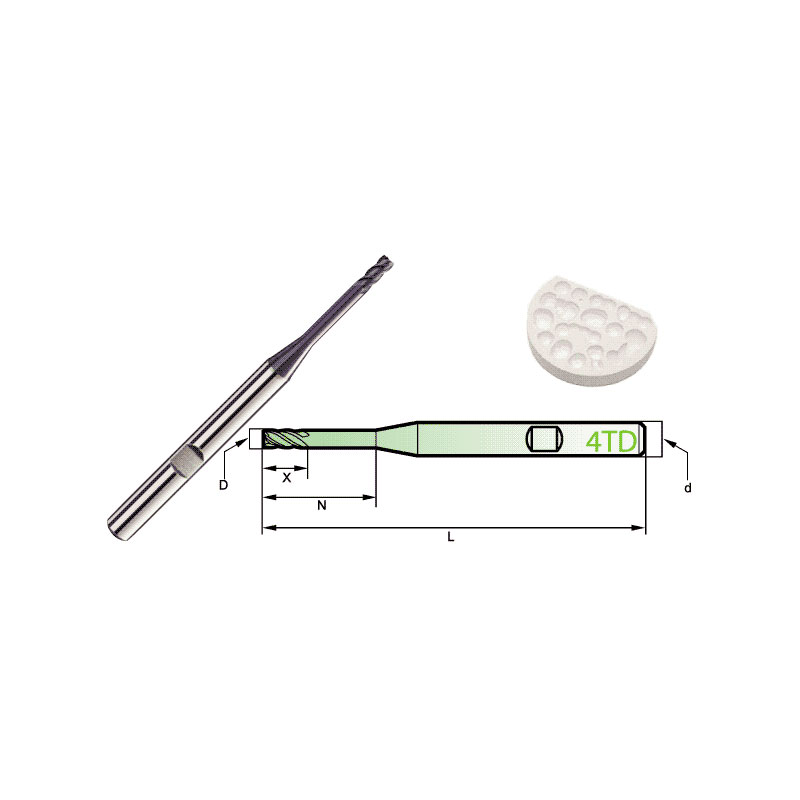
Carbide Roland CAD/CAM Burs
Product Information Origin Tianjing, China Brand MSK Number Of Blades 4 Product Name Dental Special 4-Blade End Mill Model D Number Of Blades Z X N L d 4TD2060HB 2 4 […]

Supply Roland DLC Zirconia Burs
Product Information Origin Tianjing, China Series Dental Bur Brand MSK Cutting Edge Form 2 Blade/3 Blade Ball Diameter (Mm) 0.6, 1, 2 Material Very Fine Grained Cemented Car […]

Diamond Coating Round Diamond Cutters
Product Information Origin Tianjing, China Series U Series Brand MSK Cutting Edge Form Helical Structure Ball Diameter (Mm) 3 Material Carbide Minimum Cutting Diameter At Th […]

Dental CAD/CAM Milling Burs
Product Information Origin Tianjing, China Material Stainless Steel Brand MSK Applicable Machine Tools A Variety Of Options Custom Processing Yes Whether To Coat No Is It a […]

HP Deburring Carbide Burs
Product Information Brand MSK Material Tungsten Steel Model Grinding Head Custom Processing Yes Feature: The dental grinding head is made of tungsten steel with stabl […]
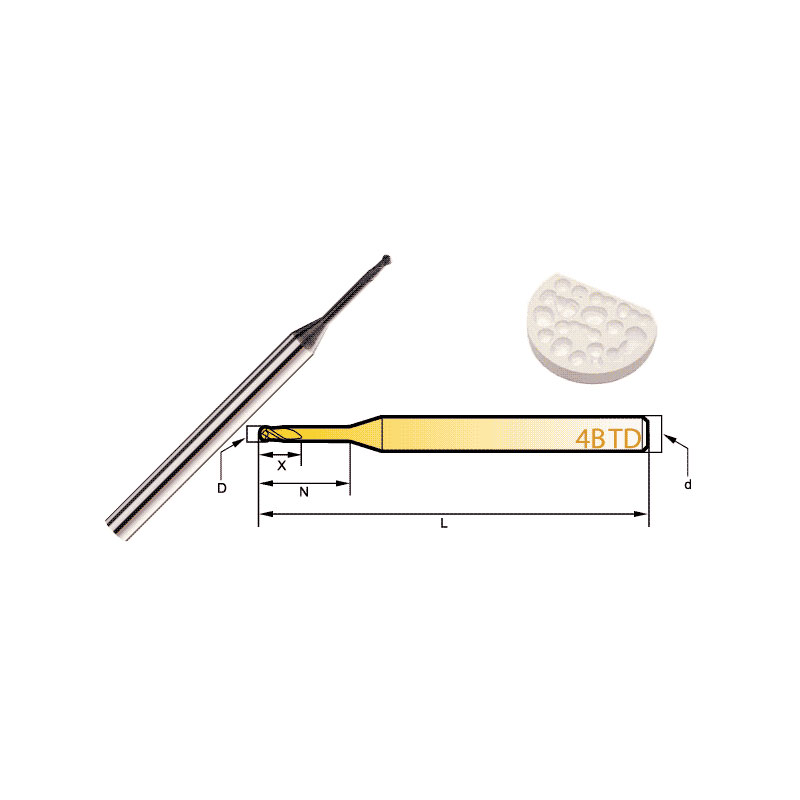
Diamond Bur Ball Round
Product Information Product Name Dental 4-Flute Ball End Mill Brand MSK Model D Number Of BladesZ X N L d 4BTD2060 2 4 6 6 50 3 4BTD2010 2 4 6 10 50 3 4BTD2016 2 4 6 […]
Post time: 2022-06-22
